Each and every bend in a piece of sheet metal has a certain minimum internal radius that needs to be taken into account when planning the design of a sheet metal form.
Bend aluminum sheet smallest radius.
Brittle metal such as aluminum generally requires a larger bend radius than ductile material like cold rolled steel.
Per the aluminum association inc.
5052 h32 aluminum bends in about the same way as mild steel.
The bend radii listed are standard minimum if manufacturing for aircraft and aerospace applications.
For 0 5 in thick 7050 aluminum the minimum bend radius may be specified as much as 9 5 times material thickness.
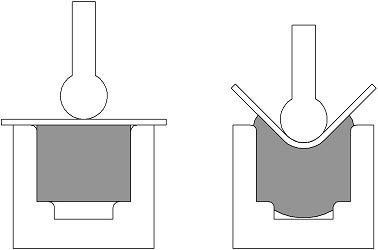
Bending is one of the most common sheet metal fabrication operations.
If a piece of material is bent too tightly problems can occur.
For example 6061 t6 aluminum is very difficult to bend.
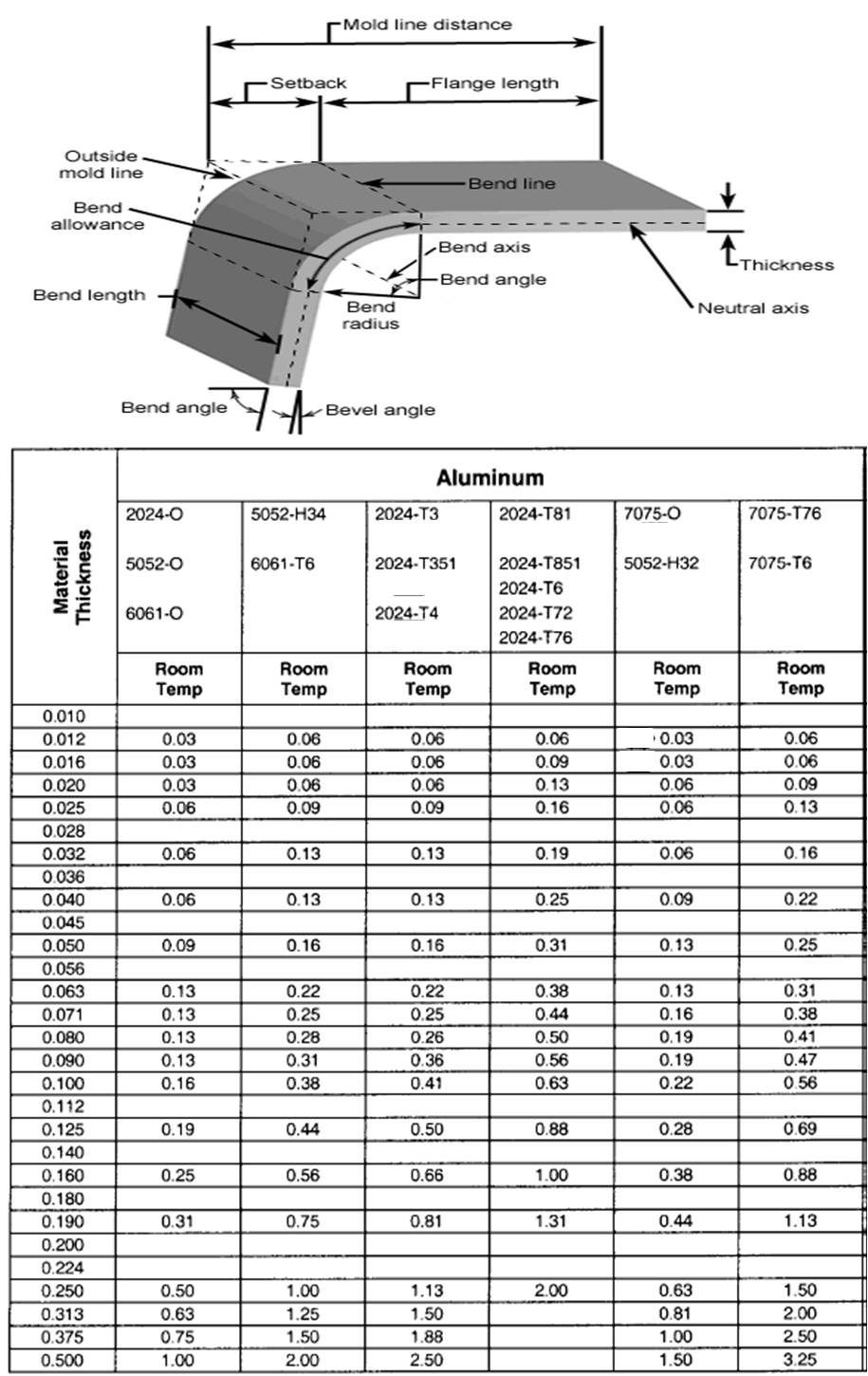
This free chart outlines what bend radii is required for the approximate thickness of aluminum.
The minimum bend radius data shown in these charts is measured to the inside of the bend.
The harder and thicker the plate is the greater the minimum bend radius.
The bend radius you select may not be available if the geometry of the part will not allow us to bend with the specific tooling required to achieve that radius.
This is done through the application of force on a workpiece.
If your bend radius needs to be adjusted a member of engineering design services team will contact you before your design is manufactured.
When working with aluminum over sheet metal several variables need to be considered.
Since commercial sheet metal bending can be done with less concern for stresses caused during forming operation the radius can be near zero for thin sheet metal.
We recommend printing it out to keep as a reference.
The most common problem with bending a piece of sheet metal too tightly is.
Again the minimum inside bend radius is even larger when bending with the grain.
Aluminum is typically thicker and stronger and requires more force to bend as well as consideration of edge conditions and punch nose radii.
The trend is obvious.
It requires an inside bend radius of at least 6x the material thickness.
It is possible to choose other bends if you require but additional lead time and tooling charges may apply.
The force must exceed the material s yield strength to achieve a plastic deformation.
3003 h14 is extremely ductile.
Radii for various thicknesses expressed in terms of thickness t.
Aluminum minimum bend radii for 90 degree cold forming of sheet and plate.
The tables below show bend radii and minimum bend sizes for materials and tooling combinations stocked by protocase.
X research source basic bending brakes typically retail for around 20 50 and are small enough to fit easily on most work benches or tabletops.
We go beyond the general rules of sheet metal bending as our customers want tight bend radii for sheet metal parts.